Правка прутков. Правка полосового и листового материала. Назначение, применение и использование правильных гидропрессов
4.36 /5 (87.27%) проголосовало 11
Ручная правка листового металла.
Размеры плит бывают 1,5 X 1,5 м; 2,0 X 2,0 м; 1,5 X 3,0 м. Как правило, правильные плиты отливаются из серого чугуна ребристы ми или сплошными массивными. Рабочая поверхность плиты должна быть ровной. Иногда такими плитами выстилают всю площадь правильного помещения.
Плиты устанавливаются на деревянные брусья, с высотой рабочей поверхности от пола 400-650 мм. Основными инструментами для правки на плите являются молотки и кувалды.
Правильная рукоятка молотка. Вес молотка. Вес кувалды.
Рабочая поверхность или боек этих молотков и кувалд бывает плоской или слегка выпуклой формы, в зависимости от места и характера требуемого удара. Обычно они изготовляются с различными поверхностями на концах - двуличными, а также с удлиненным и узким бойком. Вес ручных молотков — ручников колеблется от 3/4 до 1 ½ - 2 кг. Вес кувалд колеблется от 5 до 15 кг. Рукоятки для молотков и кувалд изготовляются из крепкого, твердого дерева - вяза, кизила, рябины, березы и др., а в гнезде закрепляются железным клином.
Длина рукоятки молотка.
В зависимости от веса молотка или кувалды рукоятке придают соответствующую длину (табл. 1).
Таблица 1. Длина рукоятки молотка в зависимости от веса.
| Вес молотка или кувалды в кг | Длина рукоятки в мм | Вес молотка или кувалды в кг | Длина рукоятки в кг |
| 0,25 | 250 | 4 | 700 |
| 0,3 – 0,4 | 300 | 4,5 | 750 |
| 0,5 – 1,0 | 360 | 5 – 6 | 800 |
| 1,25 – 2,0 | 425 | 7 – 8 | 850 |
| 2,5 – 3,0 | 475 | 9 | 900 |
| 3 – 3,25 | 550 | 10 | 1000 |
| 3,5 | 650 |
Форма молотков и кувалд.
Формы молотков и кувалд показаны на рис. 1.

Рис. 1. Молоток и кувалда.

Рис. 2. Гладилки.
Гладилки, употребляемые при правке, имеют различную форму; образцы их показаны на рис. 2. Некоторые гладилки (2, а и д) вставляются своими хвостовиками в отверстия специальной ручки, остальные же (2, б, в и г) насаживаются на деревянные рукоятки наподобие молотков.
Для различных профилей металла употребляются гладилки различных форм.
Технология правки металла.
Дать точные указания, как производить правку, нельзя. Навыки правки приобретаются опытом. Можно только отметить некоторые основные приемы правки. Основным приемом при ручной правке металла является удар молотка или кувалды по металлу. Для правки металла пользуются преимущественно так называемым плечевым ударом, т. е. таким ударом, в нанесении которого работают все сочленения руки: плечевое, локтевое и кистевое. Это обеспечивает удару необходимую силу. Сила удара зависит от веса молотка и, главным образом, от скорости нанесения удара. Скорость же эта зависит от величины размаха и от усилия, которое прилагается для движения молотка вниз.
Высокая производительность с наименьшим утомлением организма достигается определенным ритмом в работе, т. е. за определенное время нужно совершать определенное количество рабочих движений, используя все средства для устранения излишних усилий, например, использовать силу отдачи молотка от металла при подъеме его вверх для нанесения следующего удара. Не менее важно умение правильно выбрать место для нанесения ударов, обеспечивающих выпрямление металла. Встречается искривление листов в виде одного или нескольких выпучиваний по середине листа между натянутыми краями его или натянутая середина листа с волнистыми краями.

Рис. 3. Лист металла с выпучиной в середине (а) и у кромки (6).
Цифры показывают последовательность ударов молотка.
Выпучивание указывает, что в этом месте площадь поверхности металла больше, чем площадь, на которой образовалось выпучивание. Чтобы расправить такое выпучивание нужно удары молотка направлять не по нему, а по металлу вокруг него и в такой последовательности, чтобы постепенно раздать натянутые места (рис. 3, а). Если же наносить удары по выпучиванию, то металл под их влиянием будет раздаваться, и выпучивание увеличится. При нескольких выпучиваниях на поверхности листа удары наносят по металлу в перешейках между ними, сводя все выпучивания в одно общее, а за тем ударами растягивают натянутую поверхность металла. При волнистом крае листа (рис. 3, б) удары наносят по натянутой части металла, металл растягивается, и волнистость исчезает.
Поверхность выправленного листа проверяют металлической линейкой, которую ребром прикладывают к листу в различных направлениях. Зазор между листом и линейкой замеряется щупом.
Способ правки металла. Осаживание металла.
Сортовой металл правят обычно осаживанием (посадкой) и гибкой и только в редких случаях применяют раздачу (растягивание) металла.
Его правят вручную на плите или на особых наковальнях с вырезами (рис. 4). На борты выреза наковальни укладывают металл стороной, противоположной той, по которой будут наносить удары.

Рис. 4. Наковальня для ручной правки фасонного металла:
1 - выправляемый металл; 2 - наковальня с вырезами.
Сортовой металл с искривлением по винтовой линии правят в холодном состоянии скручиванием в обратную сторону рычажными приспособлениями (вилками). При значительном искривлении профили правят в горячем состоянии
Инструмент для правки металла. Винтовой бугель.
При правке сортового металла применяют различные приспособления.
Одним из видов такого приспособления является винтовой бугель (рис. 5). Процесс правки состоит в том, что в корпус бугеля устанавливается изогнутый профиль, нажимом винта на уголок со стороны выпуклости его выправляют. Правка сортового металла винтовым бугелем протекает медленно.

Рис. 5. Винтовой бугель:
1 - винт с ленточной резьбой; 2 - корпус бугеля; 3 - выправляемый металл (уголок).
При правке особенно внимательно надо относиться к нержавеющим сталям типа 18-8. Вследствие склонности к межкристаллитной коррозии править листы из этой стали ударами по ним стальной кувалдой запрещается. При правке необходимо пользоваться или медными кувалдами, или применять медные гладилки, или медные подкладные листы. Плиты перед правкой на них нержавеющих листов тщательно очищаются. Местный подогрев газовой горелкой не разрешается.
Правильные гидравлические пресса для правки - рихтовки валов, осей, трубы
Очень часто у любого типа производства встает вопрос: Как можно выправить вал, трубу? Как восстановить и отремонтировать изогнутый и деформированный прокат? Мы знаем ответы на все эти вопросы.
УРАЛСТАНКОСЕРВИС поставляет новые современные импортные правильные пресса пр-во Германия, Италия, а также предлагает российские правильные пресса собственного производства (пр-во Россия) .
НАЗНАЧЕНИЕ, ПРИМЕНЕНИЕ И ИСПОЛЬЗОВАНИЕ ПРАВИЛЬНЫХ ГИДРОПРЕССОВ
Вертикальные промышленные гидропресса предназначены для устранения в холодном состоянии дефектов деталей: деформации, кривизны, изгибов, изогнутости деталей и заготовок после неправильного хранения, перевозки, после термообработки, закалки,наплавки, напыления.
Пресса могут использоваться для ремонта и восстановления деталей.
Прессованием устраняются такие дефекты заготовок как: выпуклость, вогнутость, осевая нелинейность и неплоскостность, коробление, деформирование, несосность опорных и вспомогательных поверхностей.
Применяются для правки длинных и длинномерных изделий и различных тел вращения - ось, вал, труба, заготовки валов и трубчатые заготовки, силовые цилиндры, гидроцилиндры, пневмоцилиндры, штока, прокатные валки, карданы и карданные валы, ступенчатые валы, поковки гладкие, длинные винты, роторы, гребные и судовые валы, буровые трубы и трубы НКТ.
ПРЕСС ГИДРАВЛИЧЕСКИЙ ДЛЯ ПРАВКИ ДЕТАЛЕЙ ТИПА ОСЬ-ВАЛ, ТРУБА с подвижным изделием

форма деталей - цилиндрические,квадратные, многоугольные, винты.
ГИДР.ПРЕСС С ПОДВИЖНОЙ КОЛОННОЙ ДЛЯ выпрямления и исправления кривизны деталей - ручной и с ЧПУ


Вдоль неподвижного изделия перемещается пресс, который производит правку в нужном месте.
занимает минимум места в цехе.
ГИДРАВЛИЧЕСКИЙ ПРАВИЛЬНЫЙ ПРЕСС ДЛЯ ПРАВКИ ТРУБ ИЛИ ВАЛОВ с неподвижным изделием и подвижным прессом



Портальный пресс - вдоль неподвижной трубы перемещается портал с цилиндром с помощью которого и производится правка. Занимает минимум места в цехе.
По специальному заказу изготовим автоматический правильный комплекс с ЧПУ.
Технология правки валов
изделие или деталь, подлежащее правке, закрепляется в специальном правильном приспособлении, в котором изделие может свободно вращаться вокруг своей оси, изделие вращают и размечают места, подлежащие правке.
При сильном изгибе вала - производят правку с обратным прогибом.
вал после правки должен иметь минимальные биения и отклонения.
ПРАВКАДЕТАЛЕЙ
Правка- процесс устранениядефектов,искажающих форму заготовки,путем пластическогодеформирования.Подлежащие правки заготовки называются дефектными. Прошедшая технологический процессправки называется выпрямленной.
Машинная правка изделий из металлов и сплавовпозволяет исключить искажения формы изделия,а такжевнешниегеометрическиедефекты- нарушениеправильностигеометрической формыпоперечного сечения - профиля.
Кривизнаможет быть общей по длине илиместной.
Типы искривления:
1. серповидное(серповидность)
2. дугообразное
3. скручивание
4. волнистость
5. коробоватость - это волнистостьв продольном и поперечном направлениях - впадины и выпуклостиимеют большуюпротяжённость
6. изогнутость - отклонение оси цилиндрического изделия.
7. отклонениеот плоскостности
8. отклонениеотпрямолинейности(выпуклостьивогнутость)
Правка улучшает качество поверхности и точностьгеометрической формысортовогои листовогопроката,изделий типа вал (гладкие, ступенчатые,коленвалыи др)а такжетаких заготовок как:квадратная заготовка, сталь горячекатаная круглая, калиброванные стальные прутки,полосовые заготовки.
Такжеправкеподлежат трубыбесшовные горячекатаные, толстостенныеи тонкостенные, холоднокатаные, холоднотянутые , бурильныетрубы (допустимая кривизна 1мм на 1 метр).
Правкуприменяют для исправленияискривлений,коробленийи поводок,появляющиеся при:
· термической обработкепроката, поковок и деталей. При охлажденииметаллавозникаютнапряжения, которыеи деформируютдеталь.
· нагреве в процессеизготовления и сборки
· нарушение технологиипогрузочно-разгрузочных работ
· неправильнаяперевозкаи хранение
Правкаобеспечиваетполучениезаготовокболеевысокойточности.Технологические процессымашинной правкиосуществляютсяспособами пластическогоизгибаи растяженияилисжатия.
длянепрерывной правки используютсявалковые машины,для прерывистой правки,когда изогнутые участкивыпрямляются поочередно,используютсягидравлическиепресса.
Заготовкиправятся вгорячем ив холодном состоянии (холодная правка).
Горячую правку используют для сниженияусилия.
Правильныйработы производитрабочий правильщик.
Для получения прямых инеискривленныхдеталейприменяются правильные пресса с малой скоростью перемещения плунжера.
Инструментдля правкисостоит из верхнегобойка инакладки,а также двух передвижных призм (правочные призмы) .
Для правки используют обычно С-образный вертикальный правильный пресс. Открытое пространствооблегчает доступ при манипуляциях с длинными деталями.Пресссостоит из станины,насосной установки и удлиненногоправильногостола.
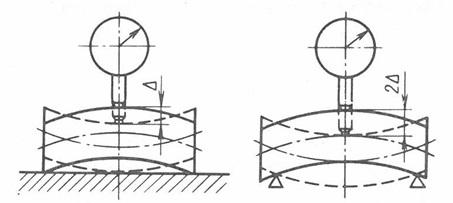
Выпрямляемое изделиезакрепляют вконусных центрах(неподвижных илираздвижных)илироликах - прогибы изделия контролируют индикатором часового типа. Ролики необходимыдля облегчения поворачивания деталейв процессе правки.
Центры и ролики подпружинены и могут качаться напальцах, вставленных в левую и правую тележки, которые свободноперемещаютсяпо направляющим правильного стола,что позволяетпроизводить правку вбольшом числе точек.
Управляется прессотраспределителя связанного срычагом.Также правильщик может управлять перестановкой упоров(расстояниемежду опорными призмами), движениероликовогоконвейера,поворот роликов. Послеправки,при ходе плунжера вверх, пружины автоматическиустанавливают заготовкув контрольное положение.
Правильщикво время правкидолжен не допускать излишнегоперегиба детали.
Качествоправки правильщикпроверяет с помощьюиндикаторнойголовки на биениена контролируемых поверхностях.
правильные приспособления,правильныйинструмент.
подачазаготовокпод пресспроизводитсяпо роликовому конвейеру с приводными илинеприводными роликами.
вслучае правки с подогревомрядом с прессомустанавливаютпечь,т.к.с повышением температуры пластичностьувеличивается, а прочность и сопротивлениедеформированию уменьшаются .
Во время процесса правкидавлением(пластическое деформирование)меняетсямикроструктура и макроструктуразаготовки.
Усилиеправкизависит отсечения заготовки,расстояниямеждуопорами.
Принедостаточном усилии правки -Изгибможет быть упругим- в этом случае заготовкапосле снятия нагрузкивосстановит свою первоначальную формуиразмеры-это явление называю пружинением.
Чем тверже металл и выше его предел текучести,тембольшепружинение.
Поэтому необходимо чтобы усилиеправильного прессы было выше чемпредел текучестидеформируемого металла- на0.25-1%.
При правке возникают упругие и пластическиедеформации- упругая деформация появляется в виде обратнойупругой деформации.
Для тогочтобы выправитькривой участок, егонеобходимо не толькоразогнуть,но и несколько выгнутьв обратную сторону - дать ему обратную кривизну, учитывая чтопослеснятия нагрузкипроизойдет пружинениеи участокстанет почти ровным.При горячей правке - пружинениеотсутствует.
КОНТРОЛЬ КАЧЕСТВАПРАВКИ
Впроцессе этой операциипроверяютгеометрическиеформы изделия.годными считают те изделия,у которых отклонение размеровнаходятся в пределах допусков, заданных технологами для последующей механической обработки.
Длякруглых валов ицилиндрических деталей - вращениемизделияи индикаторной головкойпроверяют биенияповерхности - вогнутостьравна половинеамплитудыпоказанийиндикатора.
Правильностьформы готовых заготовокможноопределитьвизуальнонаглаз илис помощью шаблонови измерительных инструментов.
При оснащении пресса электронными измерительными системами и датчиками - информация с них может передаваться в систему ЧПУ для последующей обработки.
ПРАВКА ПЛОСКИХ И ЛИСТОВЫХ ЗАГОТОВОК, ЛИСТОВОГО ПРОКАТА И ЛИСТА
Длинные листы, листвой прокат выпрямляют на многовалковых листоправильных машинах (вальцы для правки) . Выпрямляемая деталь пропускается через валки несколько раз.
Для правки мелких заготовок применяется правка на гидравлических прессах в правочном (рихтовочном) штампе. Штамп состоит из 2- х массивных плит - одна плита крепится на столе, другая- на ползуне. Рабочие поверхности плит штампов делают трех типов: гладкие (применяются при невысоких требованиях к качеству правки) , точечные (для толстых заготовок) , вафельные (для деталей малой толщины) .
Для правки коротких цилиндрических деталей возможно применение двухвалковой правки - между двумя вращающимися в одну сторону роликами, ролики друг относительно друа вращаются с разной скоростью.
Услуги нашей компании: ремонт гидравлических прессов, модернизация гидропрессов, такелажные работы по прессам, демонтаж, монтаж нового оборудования, изготовление новых специальных прессов, разработка под требования заказчика, проектирование нестандартных прессов.
.jpg) |
|
| Екатеринбург, Первоуральск, Каменск-Уральский, Нижний тагил, Челябинск, Миасс, Златоуст, Магнитогорск, Орск, Курган, Оренбург, Тюмень, Уфа, Казань, Ижевск, Киров | бесплатная доставка |
| Нижний новгород, Владимир, Чебоксары, Пенза, Тамбов, Самара, Саратов | стоимость доставки 70.000 рублей |
| Волгоград, Астрахань,Воронеж, Курск, Орел, Липецк, Белгород | |
| Москва, Калуга, Рязань, Тверь, Смоленск, Брянск | стоимось доставки 95.000 рублей |
| Казахстан | стоимость доставки 100.000 рублей |
| Краснодар, Ростов на дону, Ставрополь, Таганрог | стоимость доставки 120.000 рублей |
| Санкт-петербург, Петрозаводск, Архангельск, Псков,Сыктывкар, Салехард | стоимость доставки 110.000 рублей |
| Омск, Томск, Новосибирск, Сургут, Нижневартовск, Барнаул | стоимость доставки 85.000 рублей |
| Красноярск, Кемерово, Иркутск, Улан-Удэ, Хабаровск, Комсомольск-на Амуре, Владивосток | стоимость перевозки уточняйте |
Учебное пособие для подготовки
рабочих на производстве
Практикум по слесарным работам
Правка полосового металла, изогнутого по плоскости
Упражнение по правке полосового металла обычно выполняют на чугунной или стальной плите, применяя различные молотки. Для правки чисто обработанных стальных полос и полос из цветных металлов применяют деревянные молотки, молотки, с мягкими вставками (медными, свинцовыми, алюминиевыми) и стальные молотки, нанося ими удары по деревянным или мягким металлическим прокладкам.
При правке и гибке металла лучше пользоваться молотком с круглым, хорошо отшлифованным бойком, нанося удары центральной выпуклой сферой бойка (рис. 52). Молотки с квадратным бойком применять не рекомендуется, так как во время ударов по металлу от его углов могут оставаться следы в виде забоин.

Рис. 52. Правка молотком со сферическим бойком
Правку по плоскости выполняют в следующей последовательности.
1. Определяют на глаз выпуклые части полосы (рис. 53), отмечая их границы мелом.

Рис. 53. Проверка результатов правки на глаз
2. На левую руку надевают рукавицу. В правую берут молоток, в левую - полосовую сталь и принимают рабочее положение. Стоять при правке надо прямо, свободно и устойчиво.
3. Полосу располагают на правильной плите выпуклостью вверх, с контактом в двух местах (рис. 54), так как при неплотном прилегании в момент удара молотком возможна отдача в левую руку.

Рис. 54. Прием правки стальной полосы на плоскость
4. Удары молотком наносят по краям выпуклых частей, постепенно приближаясь к середине изгиба. Необходимо регулировать силу удара в зависимости от толщины полосы и величины кривизны; чем больше искривление и чем толще полоса, тем сильнее должны быть удары. По мере выправления полосы следует ослаблять силу ударов и чаще поворачивать полосу с одной стороны на другую до полного ее выправления; во время нанесения ударов молотком следует смотреть только на место удара.
Если имеется несколько выпуклостей, то сначала выправляют крайние, а затем выпуклости, расположенные в середине полосы.
Различные заготовки и изделия имеют выпучины, волнистость, искривления и другие неровности. Рихтовка и правка исправляет обнаруженные дефекты.
Правка — это выравнивание незакаленных деталей, заготовок и листов. Относительно простой процесс, возможно выполнение в домашних условиях.
Перед началом правки проверяется кривизна заготовок и деталей. Делается это, прикладывая к детали металлическую линейку (на ребро) или на глаз. Края выгнутых мест отмечаются мелом.
Правка ведется на ровных надежных подкладках или на правильной плите. Нужно правильно выбрать места для нанесения ударов. Удары наносят с силой, соразмерной с величиной кривизны. Постепенно уменьшают силу удара при переходе от большего изгиба к меньшему.
Правка прутков и полосового металла выполняется в следующем порядке:
- отмечаются границы изгибов с выпуклой стороны;
- в правую руку берется молоток, на левую надевается суконная рукавица ();
- прут или полоса кладется на наковальню или на правильную плиту вверх выпуклостью. Удары наносятся по выпуклости к средней части от краев изгиба. По мере исправления изгиба сила ударов уменьшается, при необходимости прут или полоса переворачивается. Если у них имеется несколько изгибов, то сначала выправляют изгибы, расположенные ближе к краям, а потом те, что в середине;
- проверяются результаты правки — прикладыванием линейки или на глаз.
Правка металлических заготовок или листов
Правка металлических заготовок или листов нужна, когда на них имеется выпуклость или волнистость.
Порядок правки заготовок и листов с волнистостью следующий:
- мелом обводятся границы участков волнистости;
- заготовка или лист кладется на наковальню или на правильную плиту таким образом, чтобы не было свисания краев;
- заготовка или лист прижимаются к наковальне или к правильной плите, и начинается правка;
- удары наносят с помощью молотка к краю от середины. Силу ударов уменьшают при приближении к краю. Запрещается нанесение повторных ударов в одно и то же место.
Правка выпучин на металлических листах производится в следующей последовательности.
- Мелом обводятся границы выпучин.
- Заготовка или лист кладется на наковальню или плиту выпуклостью наружу, не допуская свешивания краев.
- Правка начинается от ближайшей к краю выпучине.
- После этого наносятся удары со второго края. Наносятся частые, но не сильные удары. Силу ударов под конец правки уменьшают. Запрещается нанесение нескольких ударов по одному месту.
Когда на металлическом листе рядом располагаются несколько выпучин, то выпучины с помощью молотка соединяются в одну, а после она правится по вышеописанной технологии.
Выпучины и волнистость тонких металлических листов и заготовок правятся киянками, свинцовыми, латунными или медными молотками. Очень тонкие листы кладутся на ровную плиту и выглаживаются деревянными или металлическими брусками.
Во время правки деталей, заготовок и металлических листов нужно соблюдать требования техники безопасности. Надевают рукавицы, чтобы избежать травм от ударов. Обрабатываемые детали, заготовки и листы нужно крепко удерживать на наковальне или правильной плите, чтобы избежать их соскакивания.
Учебное пособие для подготовки
рабочих на производстве
Практикум по слесарным работам
Правка металла круглого сечения
Правку металла круглого сечения осуществляют на плите, призмах или с помощью ручного пресса.
Учебное задание 1 по правке стального прутка круглого сечения на плите выполняется в следующем порядке.
1. На глаз определяют границы изгибов и делают отметки мелом.
2. На левую руку надевают рукавицу; в правую руку берут молоток с мягкими вставками, в левую - круглый пруток и принимают рабочее положение.
3. Пруток укладывают на плиту так, чтобы изогнутая часть находилась выпуклостью вверх.
4. Удары молотком наносят по выпуклой части от краев изгиба к средней его части (рис 57), регулируя силу удара в зависимости от диаметра прутка и величины кривизны. По мере выправления кривизны силу удара ослабляют. Правку заканчивают легкими ударами, поворачивая пруток вокруг своей оси. При наличии нескольких изгибов сначала правят крайние изгибы, а затем расположенные в середине.

Рис. 57. Правка круглого прутка на плите
Учебное задание 2 заключается в правке прутка круглого сечения на призмах.
Пруток круглого сечения, расположенный на призмах, занимает устойчивое положение при правке. Этот способ правки используют для правки стальных труб. Для правки применяют деревянные молотки или используют подкладки.
Последовательность правки заключается в следующем.
1. Определяют границу изгиба, отмечая ее мелом.
2. На плите устанавливают две призмы.
3. Пруток располагают в призмах так, чтобы его изогнутая часть была обращена вверх, а пруток плотно лежал в угловых выемках призм.
4. Удары молотком наносят по выпуклой части прутка от краев изгиба до средней его части (рис. 58).

Рис. 58. Правка круглого прутка на плите с применением призм
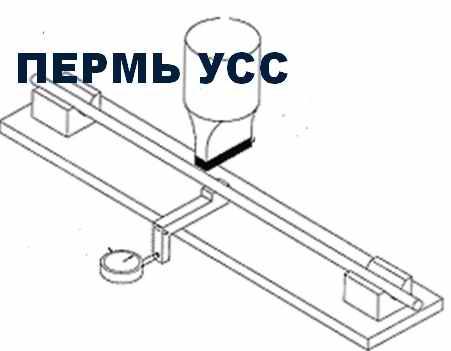
Качество правки проверяют на глаз или путем катания прутка по плите, наблюдая при этом за плотностью касания поверхности прутка и поверхности плиты по всей его длине.
-
 17 апреля 2015калорийность, химический состав и пищевая ценность
17 апреля 2015калорийность, химический состав и пищевая ценность -
 17 апреля 2015Перечень документов для оформления налогового вычета
17 апреля 2015Перечень документов для оформления налогового вычета







